



常用的不銹鋼裝飾板的板面有:2B面,BA面。
2B面和BA面的主要區別是退火:2B是退火、酸洗,表面有一定程度的氧化,板面較暗,BA是光亮退火,不氧化,表面較亮。
可加工的工藝如下:
①鏡面:不銹鋼的鏡面處理就是對不銹鋼表面進行拋光,得到像鏡子一樣光亮表面的工藝。后續可進行鍍鈦,蝕刻等工藝處理。
鏡面的專業叫法:8K,其等級可分為:6K,8K,精磨8K,超精磨8K。其區別是在于表面的光亮程度和魔頭花的控制。
根據規格厚度的不同:分為手工磨和機器磨
機器磨8K的規格:厚度:0.3-3.0mm,長度:1.6米以上-4.5米。根據厚度不同和加工要求,所加工的價格不同。
手工磨8K的規格:厚度:3.0mm以上的板必須要手工磨,長度根據需要。(因磨頭下面是玻璃,重量太重會壓碎玻璃)
磨8K的工作程序:打披鋒-板進機-打粗砂(粗磨)-打細砂(細磨)-清洗-烘干-貼膜(備注:粗磨:磨頭包裹的是細砂紙,決定板的亮度,細磨:磨頭包裹的是毛氈,決定有沒有磨頭花)
質檢的成品標準:板面不能有光亮度不足,不能有磨頭花,不能有折痕、損傷、板面不能有殘留的污漬,貼膜不齊等問題。

②拉絲:又叫磨砂,工作原理:利用高速旋轉的砂帶對不銹鋼板表面進行研磨,使不銹鋼板表面形成規則的條紋。
紗紋的種類分為:普通砂,雪花砂,直拉絲,雪花砂+普通砂,雪花砂+拉絲,雪花砂+普通砂+拉絲,普通砂+拉絲,備注:砂帶數值越大,所磨出來的砂就越細,反之,砂帶越細,紗紋越粗,我們常規用的是320號的拉絲。
在這里特別說一下雪花砂,雪花砂和其他的紗紋不一樣,雪花砂的表面是斷斷續續的砂紋,也有叫做鍛紋,是用400號的砂帶研磨出來的,因此也叫做NO4。
拉絲的規格:可做拉絲的底板為2B,BA,鏡面板,厚度:0.4-3.0mm,寬度:1000MM,1219MM,1500MM,常規:可根據需要。厚度不同和砂紋不同,加工價格不同。
拉絲的工作程序:換砂帶-打披鋒-注油-拉絲-脫脂-清洗-烘干-貼膜。
拉絲在加工前要注意:板面不能用粉筆標記,不能有汗漬,不能有手印。
質檢的成品標準:板面砂紋均勻,不能有手印,劃傷,印記,不能有馬蹄印,釘印,不能有貼膜不齊等問題。

③蝕刻:工作原理:利用模具先把花紋用油墨印在不銹鋼板表面上,利用藥水對不銹鋼板進行腐蝕,得到想要的花紋效果。
蝕刻分為感光蝕刻、絲印蝕刻、退鈦蝕刻三種:
⑴感光蝕刻:利用膠片曝光的原理,將花紋印在不銹鋼板表面,適合做不定尺,小批量或者工件,蝕刻深度在20個C以上必須做感光蝕刻,不銹鋼可做蝕刻的最大深度50個C。
⑵絲印蝕刻:絲印是把花紋模具用油墨印到不銹鋼板上面,用藥水腐蝕把沒有涂油墨的部分腐蝕掉,形成花紋圖案。絲印適合蝕刻定尺,大批量的平板,蝕刻深度在3-15C以內。
⑶褪鈦時刻:表面沒有深度,把部分顏色氧化掉,使不銹鋼板表面出現花紋。
蝕刻的工作程序:印花(涂油墨)-曬板-板進機-腐蝕-退油墨-清洗-烘干-貼膜質檢的成品標準:板面無酸點,無爛邊,無油墨。備注:建議盡量用304材質來蝕刻,原因:201材質含鎳低,蝕刻位會發黑,容易燒壞板,使用壽命短。蝕刻的深度越深,油墨越難保護,價錢越貴。

④真空鍍色:工作原理:通過靶材在真空電爐里面產生電離反應,再通過氣體的注入(氧氣,氮氣,乙炔)形成一層金屬顏色膜,附著在不銹鋼板的表面。電鍍能增強金屬的抗腐蝕性,增加硬度,防止磨損,提高導電性,潤滑性,耐熱性和表面美觀。
可加工的顏色有:鈦金,玫瑰金,玫瑰紅,古銅,黑鈦,寶石藍,翡翠綠,粉紅,香檳金,咖啡金,紫羅蘭。根據顏色不同,板的厚度不同,加工價格不同。可加工的板材規格:底板:鏡面板,拉絲板,蝕刻板,噴砂板,和紋板,組合工藝板。厚度:0.3-3.0mm,寬度:1000mm,1219mm,1500mm,長度,可加工不定尺。
鍍色的工作程序:打披鋒-鉆孔-洗板-板上架-放入真空爐-出爐-下架-貼膜質檢的成品標準:板面顏色無色差,無陰陽面,無指紋,無汗漬,無手印。無劃傷。
⑤水鍍銅:工作原理:將板材放入化學藥水池中,在不銹鋼板的表面鍍上一層銅粉,達到仿古銅的效果。鍍銅前要注意的問題:板面不能有手印,損壞,汗漬,鍍銅后必須要過油,否則會很快氧化。
鍍銅的工作程序:普通磨砂-高溫除油除雜質-鍍鎳(使銅的附著力更好)-鍍銅-鍍槍黑-清洗-烘干-成品磨砂-過油-貼膜。質檢的成品標準:成品不能有雜質,氣泡,不能有劃傷,頂傷。
⑥噴砂:工作原理:采用壓縮空氣為動力,以形成高速噴射束將噴料高速噴射到需要處理的工件的表面上,使工件表面得到砂粒的效果。噴砂加工時板面不能有手印,油漬汗漬,否則加工結束后仍會停留在表面不能清除。
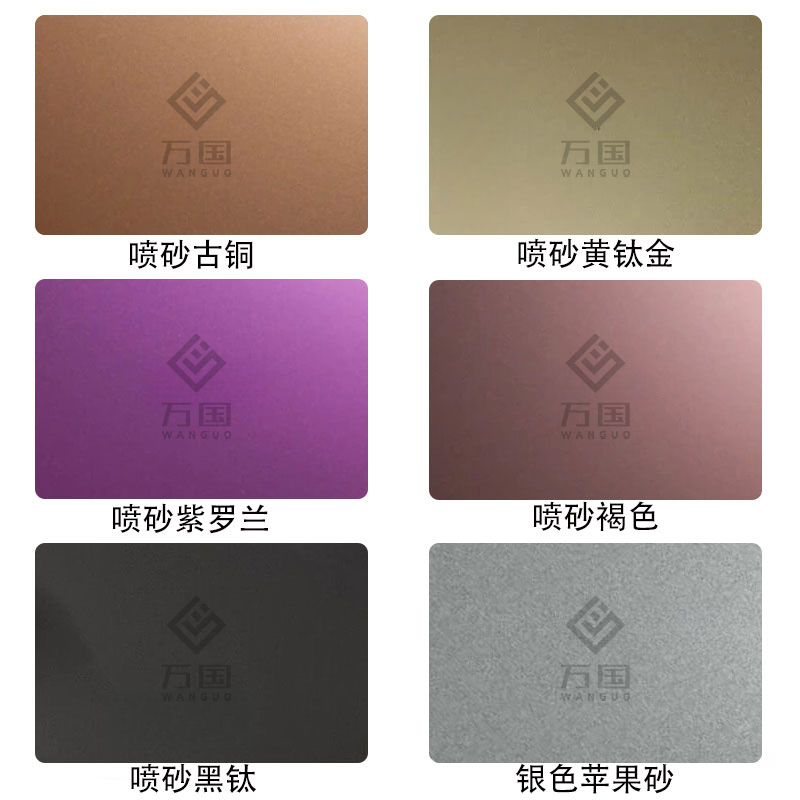
噴砂的工作程序:換砂粒-板進機-清洗板面-噴砂-吹掉表面的浮沙-貼膜質檢的成品標準:板面不能有噴砂不均勻,陰陽面,不能有手指印,油漬等。
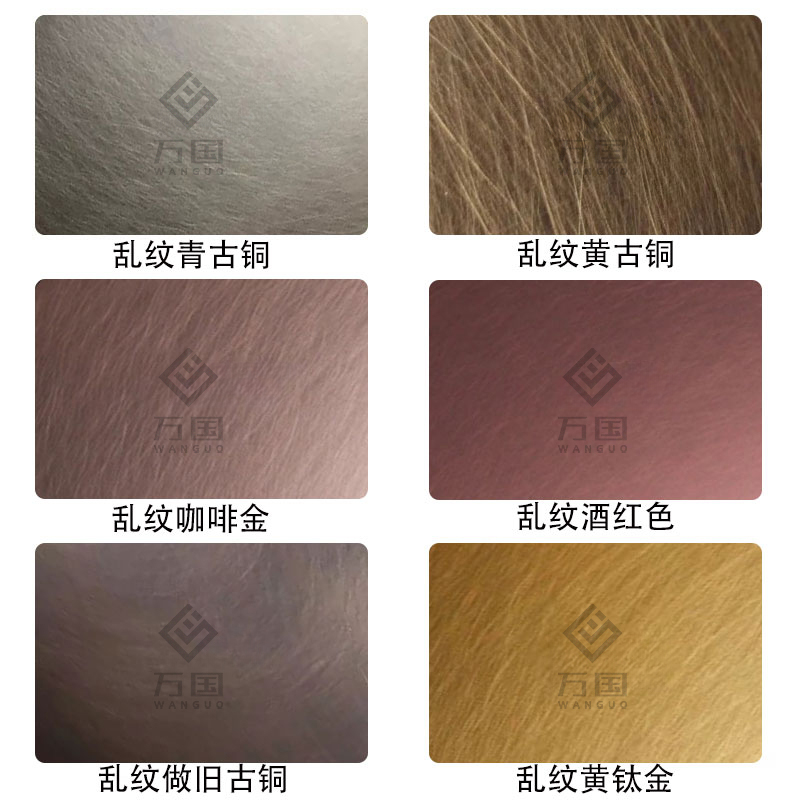
⑦亂紋:又叫和紋,震紋。工作原理:通過高速旋轉的砂帶在不銹鋼板面進行規格的圓圈式的研磨,使板面出現圓圈式的發紋的效果。
⑧壓花:我們常見的壓花工藝,一般是指整卷壓花,工作原理:通過雕好花的壓輥在不銹鋼卷板上面壓出凹凸不平的花紋,叫做壓花,壓花的表面效果和蝕刻相似,壓花做出來的花紋,切邊比較圓滑,且壓花的價格比蝕刻相對便宜,但是壓花開模具的成本相對高,所做花紋有限制,市面上面常見的壓花為6K+壓花。壓花可加工的規格:不銹鋼卷:厚度:常規0.4-1.2mm,少數加工廠可加工1.2以上的卷,原因:卷材越厚,花紋越難壓,寬度:1000mm,1219mm,整卷壓花。壓花的加工程序:卷磨6K-卷壓花-分條平板-平板成品的質檢標準:板面無明顯的輥印,無劃傷,折痕等。


服務熱線:
0510-68580266